130-6383-5015
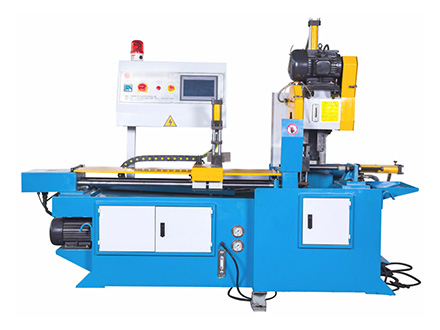
激光切管机预热火焰功率的调节
根据工件厚度、割嘴种类和质量要求选用预热火焰。如在气割厚钢板时,激光切管机由于气割速度较慢,为防止割缝上缘熔化,应相应使火焰能率降低;若此时火焰能率过大,会使割缝上缘产生连续珠状钢粒,甚至熔化成圆角,同时还造成割缝背面粘附熔渣增多,而影响气割质量。激光切管机切割时一般选用中性焰或轻微的氧化焰。碳化焰因有游离碳的存在,会使切口边缘增碳,所以不能采用。同时火焰的强度要适中。如在气割薄钢板时,因气割速度快,可相应增加火焰能率,但割嘴应离工件远些,并保持一定的倾斜角度;若此时火焰能率过小,使工件得不到足够的热量,就会使气割速度变慢,甚至使气割过程中断。
1、预热火焰的功率要随着板厚的增大而加大,割件越厚,预热火焰功率越大;
2、在切割较厚钢板时,应采用轻度碳化焰,以免切口上缘熔塌,同时也可使外焰长一些。
3、用单割嘴切割坡口时,因熔渣被吹向切口外侧,为补充能量,要加大火焰功率。 气体火焰切割的预热时间应根据割件厚度而定, 以下列出火焰切割选定预热时间的经验数据。
4、使用扩散型割嘴和氧帘割嘴切割厚度 200mm 以下钢板时,火焰功率选大一些,以加速切口的前缘加热到燃点,从而获得较高的切割速度。
5、切割碳含量较高或合金元素教多的钢材时,因为他们燃点较高,预热火焰的功率要大一些。
 [扫一扫微信咨询]
[扫一扫微信咨询]
[扫一扫公众号]
ADDRESS江苏省张家港市兆丰镇东环路
EMAILsales@zjgpfjx.com
CALL US130-6383-5015
Copyright © 2019 张家港市平方机械有限公司 备案号:苏ICP备19056149号-1 网站地图(百度 / 谷歌) 技术支持:苏州网蚁网络科技有限公司